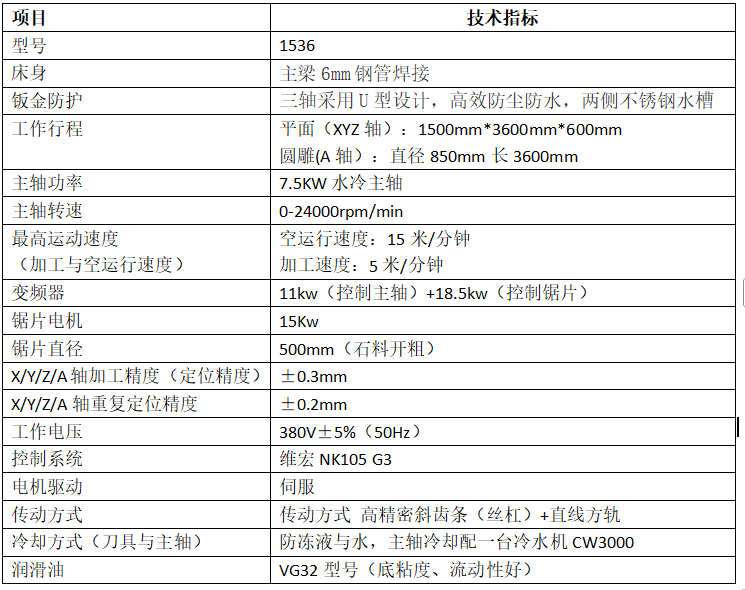
(一)设备组成与工作原理
- 核心组成:由雕刻机控制器、雕刻机主机(含床身、龙门、机头、主轴、传动系统、冷却润滑系统)等多部分构成。
- 工作原理:通过专用三维软件设计排版及编程,计算机将信息传输至控制器,转化为驱动电机的脉冲信号,控制X/Y/Z(A)轴运动,高速旋转的刀具对固定石材进行切削,实现平面或立体雕刻自动化作业。
- 设备功能:用于各类石材切割和雕刻
二、设备安装

(一)安装前准备
1. 场地要求:远离强电强磁设备及强酸强碱环境,地面平整,车间温度15-28℃、相对湿度40%-70%,照明符合标准,通道宽敞防滑。
2. 电源配置:使用四芯电源与稳压器,一机一电路(电路电器符合机器用电总功率要求),并接地良好;电压波动不超过±5%,符合标准。
3. 工具与辅料:准备水平仪、扳手、无尘布、专用润滑油(机油+高速黄油)、纯净水(水冷用)、防冻液(冬季备用)。
4.吊装工具及调平:吊装带、石板或铁板若干
5.水源:根据现场布局计算水泵选配
(二)安装步骤
1. 拆箱检查:检查外观是否损坏、清理各轴导轨、齿条异物,检查机身螺丝、联轴器是否松动,确认部件无破损。
2. 吊装调平设备:测量机器导轨上表面或工作台面,调整设备床身底部至设备处于水平状态,机身保证运行稳定可靠。
3. 冷却润滑系统安装:水冷主轴连接水箱(水管连接时一主轴一回路),注入纯净水,确保进出水管通畅;刀头冷却水管单独配置水泵(客户方提供),保证大水量冷却;油泵加注机油。
4. 电路连接及控制系统连接:连接场地与设备电气箱主电路(测试电路连接正确无误,电压符合标准),数据线接口正确,固定螺丝连接可靠。
5. 调试校准:手动移动各轴确认无卡顿,主轴运转方向正确无杂音。执行“回机械原点”校准坐标,测试急停功能有效性。
一、操作流程
(一)开机前检查
1. 确认冷却水箱水位充足、水质清洁,水管无漏水;
2. 检查刀具安装牢固、无磨损崩刃,石材固定平稳(悬殊较大时垫平或铣平);
3. 核实电源、线路连接正常,接地良好,无安全隐患。
(二)标准操作步骤
1. 启动设备:依次打开机床总电源和各控制开关,待启动控制系统,执行“回机械原点”(上次正常停机且位置准确可省略)。
2. 程序导入:载入.nc/加工程序,检查路径无重叠、无超程后确认。
3. 工件定位:移动各轴至预设原点,设为“工件原点”并清零坐标。
4. 参数设置:根据石材材质和刀具类型,设定主轴转速、进给速度(第一刀放慢),确保参数匹配。
5. 开始加工:启动冷却系统,执行加工指令,全程观察设备运行状态;加工中如需调整,先暂停再操作。
6. 停机流程:加工完成后,关闭主轴与冷却系统,清理粉尘,依次关闭设备电源,拆卸工件。